
Aplicaciones de control adaptativo en tiempo real para reducir los costes de herramientas en máquinas de corte de metales
--El control adaptativo en tiempo real (CA) se ha utilizado en las aplicaciones de corte de metales principalmente para reducir los tiempos de mecanizado y proteger las herramientas de la rotura. Una ventaja del CA que a menudo pasa por alto es la prolongación de la vida útil de las herramientas. Dado que el coste de las herramientas representa hasta el 10% de los gastos del taller, existe un gran potencial para reducir los costes de producción con un esfuerzo mínimo aplicando CA, como el producto Optimize MyMachining /AdaptiveControl (OMM /AC) de Siemens, a todas las máquinas del taller. Hablamos de cómo se utiliza CA para la gestión dinámica del final de la vida útil de las herramientas para reducir los gastos del taller.
Durante las dos últimas décadas hemos asistido a una creciente adopción del control de avance adaptativo (CA) en tiempo real por parte de diferentes industrias que utilizan máquinas CNC para el arranque de viruta. En la actualidad, el control adaptativo se utiliza en las industrias aeroespacial, energética, automovilística y otras. Se utiliza para mecanizar aleaciones duras y materiales blandos; se despliega tanto en aplicaciones de fresado como de torneado.
El principio en el que se basa la tecnología de control adaptativo en tiempo real es sencillo. Para garantizar un mecanizado estable y uniforme, el avance programado debe ajustarse a una variedad de condiciones de corte para la característica/trayectoria dada. Estas condiciones incluyen, entre otras, puntos más duros o blandos del material, herramienta de corte afilada o sin filo, profundidad de corte variable debido a la variabilidad de las tolerancias del material en bruto, etc.
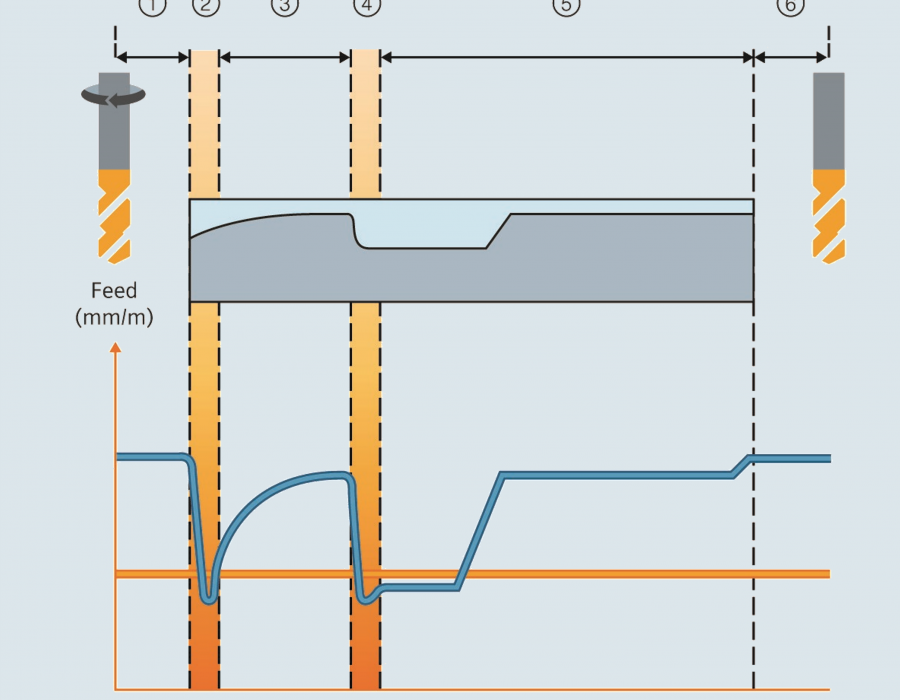
Un programa de control numérico típico tiene en cuenta los peores escenarios con parámetros de corte conservadores, en concreto la velocidad de avance. El control adaptativo en tiempo real aprovecha los ajustes de corte aprendido y varía el avance según las condiciones de corte instantáneas reales para mantener una carga óptima y constante en las herramientas. El siguiente diagrama ilustra el funcionamiento de un control de avance adaptativo.
La línea horizontal naranja representa el avance programado. La línea azul es el avance dinámico fijado por el control adaptativo. En la primera sección, la herramienta no está cortando el material y el control adaptativo aumenta el avance. Cuando la herramienta golpea el material, el avance disminuye para proteger la herramienta. En las secciones 3-5, el avance varía en función de las condiciones de corte reales (material más blando/duro, profundidad de corte variables) y, a continuación, en la sección 6, la herramienta vuelve a cortar en el aire.
Aumenta la vida útil de las herramientas
La mayoría de los usuarios de control de CA en tiempo real se centraban en aumentar la tasa de arranque material (MRR) para aumentar el rendimiento de producción. Este estrecho enfoque en la reducción del tiempo de ciclo llevó a la gente a limitar las aplicaciones de CA principalmente a máquinas con cuellos de botella totalmente automatizadas, donde incluso una ligera reducción del 1%-3% en los tiempos de mecanizado conduce a mejoras muy impresionante en los ingresos.
Hay una ventaja adicional del control adaptativo que a menudo se pasa por alto. Los usuarios de máquinas pueden reducir el gasto en herramientas de corte si integran el CA en tiempo real en sus máquinas.
El coste de las herramientas no es una cifra desdeñable. Los estudios de mercado muestran que las fábricas gastan alrededor del 10% de los costes del taller en herramientas de corte. Para un gasto anual de 10 millones de USD (mantenimiento de máquinas, herramientas, electricidad etc.), esto supone un gasto de 1 millón de USD. Reducirlo en un 10% supone un ahorro inmediato de 100.000 dólares. No es de extrañar, pues, que los fabricantes prueben constantemente nuevas herramientas, buscando aquellas que duren más. Sin embargo, en esta búsqueda no se puede comprometer el rendimiento de la máquina (tiempo del ciclo). De lo contrario, cualquier ahorro en el coste de las herramientas se verá compensado por un mayor coste de las piezas fabricadas y un menor rendimiento de la producción.
Si nuestro objetivo es prolongar la vida útil de las herramientas sin aumentar el tiempo de ciclo, ¿cómo puede ayudarnos exactamente la CA en tiempo real a cumplir estos dos requisitos aparentemente incompatibles? Utilicemos un ejemplo sencillo para poder explicarlo.
Consideremos una pieza forjada con puntos y profundidad de corte variable en la primera pasada, la superior. Muchas veces, durante esta pasada, la herramienta “cortará en el aire”. Aquí la CA acelera el avance, reduciendo el tiempo de mecanizado sin ningún impacto negativo en la vida útil de la herramienta. Después, cuando se encuentran puntos duros, CA reduce el avance para mantener una carga constante sobre la herramienta de corte. La carga constante sobre la herramienta prologa su vida útil, mientras que el mayor avance en el corte en el aire compensa el menor avance en un punto duro. El resultado es una mayor vida útil y el mismo tiempo de mecanizado que antes.
He aquí un pequeño ejemplo ilustrativo de una herramienta nueva frente a la misma herramienta después de 32 pasadas idénticas. A la izquierda, el programa sigue su curso normal, sin CA.
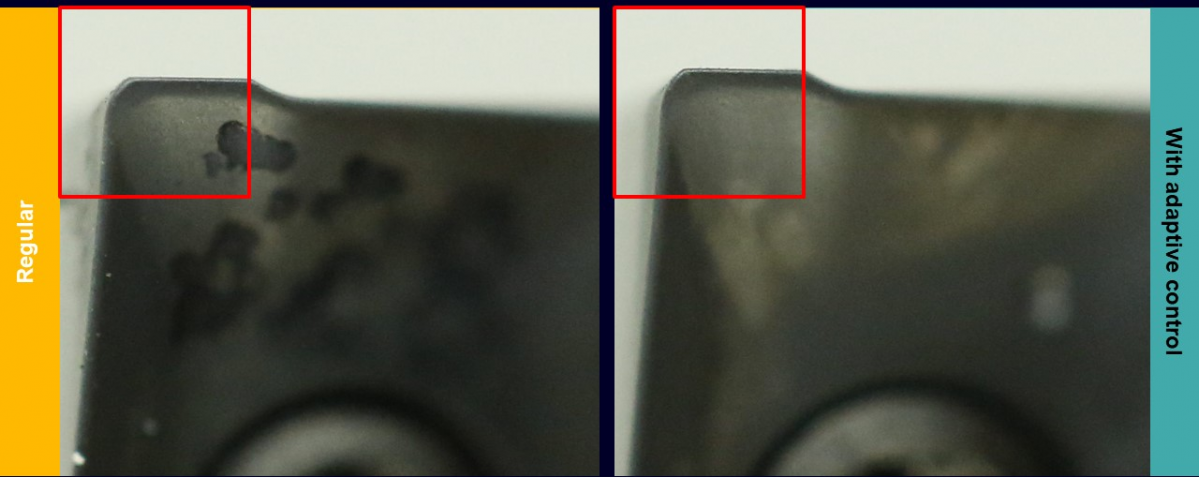
Figura 1: filo de herramienta con y sin control adaptativo (antes de mecanizar).
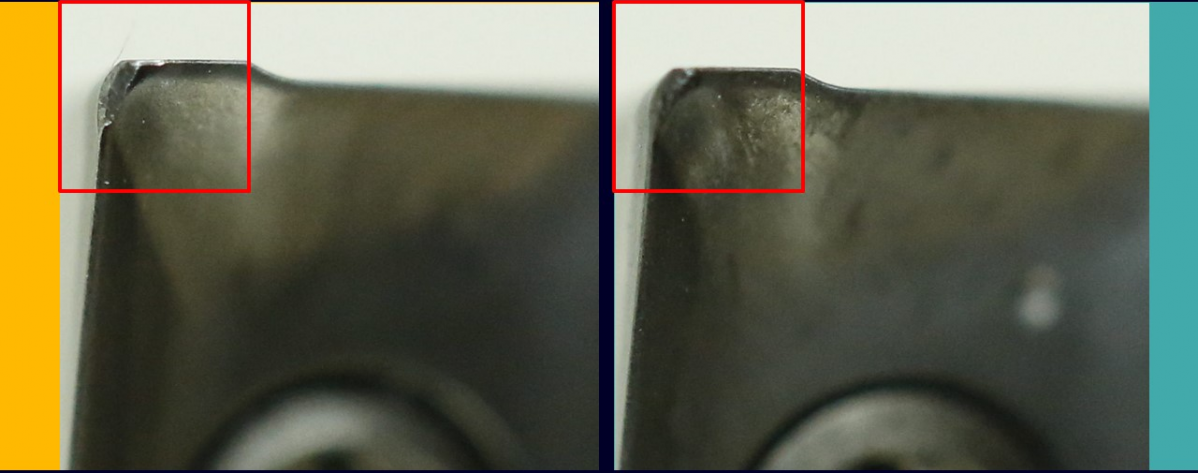
Figura 2: filo de herramienta con y sin control adaptativo tras 32 pasadas de mecanizado.
La imagen de la derecha muestra el estado de la herramienta después de utilizar CA en tiempo real con el mismo programa NC a lo largo de las 32 pasadas. El daño en los filos de corte en la imagen de la izquierda (sin AC) es mucho peor. Suponiendo que ya haya configurado la vida útil de sus herramientas de corte basándose en los datos del fabricante y en sus propios experimentos, ¿qué mejoras puede esperar con el control adaptativo?
Uno de los clientes de Siemens aumentó la vida útil de la herramienta de 2400 piezas por herramienta a 3500 piezas por herramienta media tras integrar el producto Optimize MyMachining /AdaptativeControl (OMM /AC) de Siemens. Esto supone una mejora del 37% sin aumentar el tiempo de mecanizado por pieza.
Gestión dinámica de la vida útil de las herramientas
Hemos comprobado que incluso un aumento del 10% en la vida útil de las herramientas supone un importante ahorro de costes en el taller. ¿Significa esto que ahora puede simplemente configurar el contador de vida útil de la herramienta en su máquina para que sea un 10% superior al valor configurado anteriormente? La respuesta es no. La razón de este “no” es el añadido “de media” a los resultados obtenidos en la sección anterior (por ejemplo, “…450 piezas por herramienta de media).
Debido a la variabilidad en la dureza del material mecanizado, la profundidad de corte incoherente (en las pasadas de desbaste), las ligeras diferencias en las propias herramientas de corte nuevas (grosos del recubrimiento, afilado, etc.) la vida útil real diferirá de una unidad a otra para la misma herramienta. Esto significa que, para mantener una calidad constante de la pieza final, los usuarios deben establecer contadores de vida útil conservadores en el software de gestión de herramientas de la máquina.
Aumentar automáticamente este contador en un 10% conducirá a una situación en la que, para una herramienta determinada, algunas unidades de esta herramienta funcionarán bien, mientras que otras fallarán prematuramente, dañando la pieza y provocando problemas de calidad.
Una conclusión obvia es gestionar la vida útil de las herramientas de forma dinámica y sustituir cada unidad (de la herramienta) justo a tiempo (JIT) cuando llegue al final de su vida útil; no antes (para ahorrar costes), ni después (para evitar problemas de calidad):
¿Cómo aplicar la gestión dinámica de la vida útil de las herramientas?
Aquí es exactamente donde entra en escena el control adaptativo en tiempo real. El control adaptativo notificará al usuario que una herramienta está llegando al final de su vida útil. Una vez recibida la notificación, el operario sustituirá la herramienta cuando vuelva al almacén. Alternativamente, la notificación puede ser recibida por el PLC, que sustituirá la herramienta gastada por su herramienta hermana para un mecanizado continuo no supervisado.
El enfoque más sencillo para establecer indicadores dinámicos de vida útil es, el primer lugar, mecanizar con herramientas desgastadas.
A continuación, se configura CA para que active una notificación cuando CA se vea obligado a reducir el avance por debajo de un umbral del 95% o 90% durante algún periodo de tiempo continuo. Configurar CA para optimizar la velocidad de avance para prolongar la vida útil de la herramienta y combinarlo con notificaciones dinámicas de EOL minimiza los gastos asociados a los costes de las herramientas en el taller.
----
Resumen
El control adaptativo en tiempo real es una solución ampliamente adoptada para aumentar el rendimiento de las máquinas reduciendo los tiempos de mecanizado. Una ventaja del control adaptativo que a menudo se pasa por alto es su capacidad para ampliar la vida útil de las herramientas y permitir una gestión dinámica de la vida útil.
Mediante la aplicación de políticas de optimización específicas destinadas a prolongar la vida útil de las herramientas, los usuarios pueden reducir los costes de fabricación sin comprometer el rendimiento, es decir, sin aumentar el tiempo de ciclo por pieza. La combinación de estas políticas de optimización con indicaciones dinámicas del final de la vida útil maximiza el ahorro de costes y mejora la calidad de las piezas mecanizadas.
Manuel Sánchez Gallizo
Product Manager de Siemens SINUMERIK
para España y Portugal
----
Este artículo aparece publicado en el nº 545 de Automática e Instrumentación págs. 42 a 44.
")
El proyecto se centra en la creación de componentes críticos para paneles de instrumentos que deben resistir condiciones extremas

La automatización definida por software: el nuevo paradigma industrial impulsado por SIMATIC PCS neo
Un pilar de la planta autónoma

Una herramienta clave para acompañar la evolución de las infraestructuras gasistas hacia un modelo más flexible, eficiente y resiliente

")

La compañía tecnológica aprovechó también para presentar su nuevo hub logístico para Iberia

La sesión analizará el avance hacia modelos de operación industrial cada vez más autónomos en la industria química

EXPOQUIMIA 2026: KERN & SOHN presenta los equipos de laboratorio conectados en red en el Pabellón P2
Presentará en primicia el medidor de humedad KERN DIS, que proporciona resultados precisos incluso con una cantidad de humedad escasa

Empresas destacadas

Comentarios