
Control de robot por CNC: de la integración imposible a la operación unificada en la máquina-herramienta

¿Por qué antes no era viable “programar un robot como si fuera una máquina CNC”? Durante años, la aspiración de programar un robot con el mismo lenguaje y la misma HMI de una máquina CNC chocaba con límites tecnológicos claros. Cada robot exigía su controlador dedicado, su lenguaje propio y su teach pendant, lo que implicaba dobles flujos de ingeniería, sincronizaciones por PLC, gateways y complejos mapeos de ejes y señales. En ese contexto, coordinar trayectorias de alta precisión o interpolaciones multieje entre máquina y robot, con tiempos de ciclo ajustados, era costoso y frágil. Además, la transferencia de programas CAM al robot obligaba a convertir códigos y compensaciones a un “idioma” diferente del Gcode del taller, con pérdida de fidelidad de trayectoria. Esa arquitectura separada también dificultaba la ciberseguridad (múltiples superficies de ataque) y complicaba la disponibilidad de un gemelo digital coherente de toda la celda.
Integración IT/OT en CNC y robótica: el camino de la digitalización
La convergencia IT/OT ha ido derribando estas barreras al llevar datos de proceso, simulación y programación a un mismo plano operativo. En el ámbito CNC, la digitalización permite gemelos digitales de máquinas y celdas completas para validar trayectorias, colisiones y tiempos antes de pisar el taller, y llevar esos programas directamente a producción. La familia de soluciones “CNC + robótica” ya soporta desde la integración cómoda para handling hasta el control de cinemáticas de robot con precisión de máquina herramienta, con ingeniería, operación y diagnóstico en un único entorno.
La foto actual: CNC para mecanizado y robots para handling, soldadura, montaje…
Hoy, prácticamente todos los talleres combinan máquinas CNC para arranque de viruta o fabricación aditiva con robots para machine tending, manipulación, paletizado, soldadura, lijado/pulido, montaje o corte láser/chorro de agua. En paralelo, algunos fabricantes de robots han acercado interfaces “tipo CNC” para facilitar programación CAM y ejecución en Gcode, aunque el núcleo de control siga residiendo en el controlador del robot. Aunque esto pueda ser una mejora en el comportamiento de control de trayectoria, no alcanza la precisión de un control directo a través del CNC.
¿Por qué cuesta que un mismo operario lleve máquina y robot “estándar”?
Porque la experiencia del operario CNC no se traslada de forma natural al ecosistema de un robot tradicional. Se enfrenta a:
- Dos interfaces HMI (CNC vs. teach pendant).
- Lenguajes distintos (Gcode frente a lenguaje propio del robot).
- Mantenimiento y diagnóstico duplicados (dos controladores, dos historiales, dos backups).
- Formación específica en robótica para movimientos, marcos, singularidades y seguridad, que no siempre está disponible en el taller.
La consecuencia es mayor complejidad operativa, dependencia de integradores y curvas de aprendizaje que frenan la automatización en pymes.
La evolución clave de la automatización: del “robot conectado” al robot controlado por el CNC
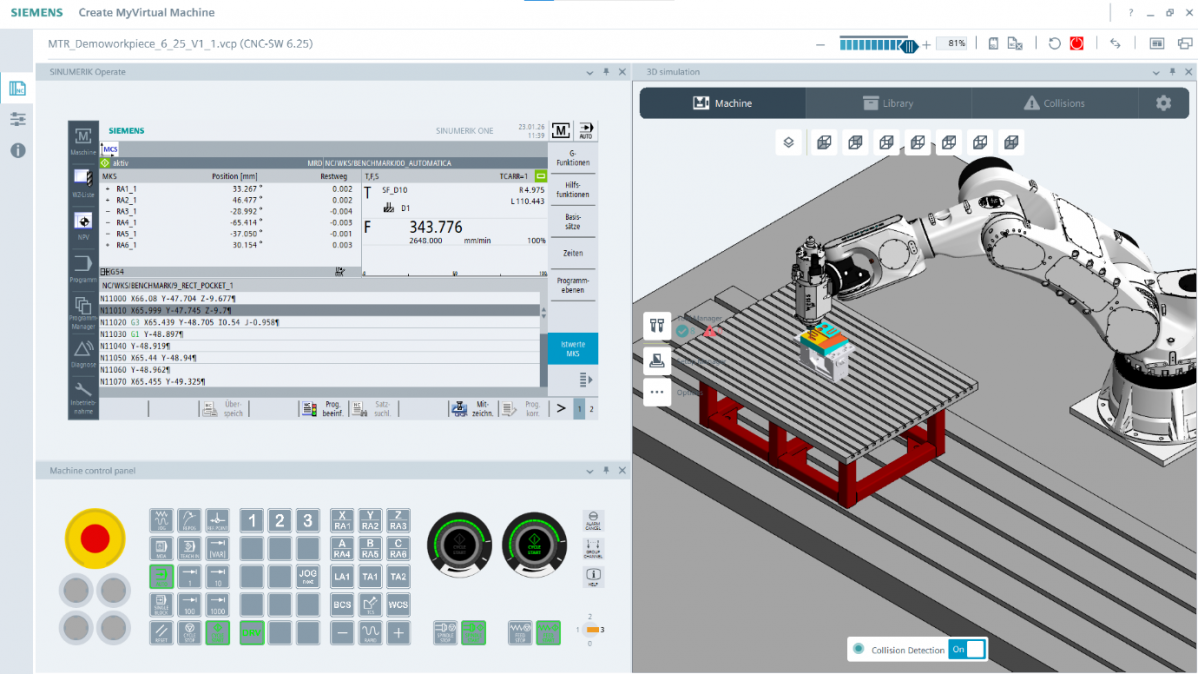
El salto cualitativo llega cuando la cinemática del robot se integra en el propio CNC: el control numérico interpola y gobierna directamente los ejes del robot, sin necesitar el controlador típico del robot en la celda de máquina herramienta. Con este enfoque, la puesta en marcha se simplifica, se reutiliza el saber hacer CNC del taller (programación, ciclos, compensaciones), y se habilitan funciones nativas de trayectoria propios del CNC sobre la cinemática del robot, es decir, el operario programa las trayectorias en posiciones cartesianas de máquina y el CNC descompone los movimientos de los joints del robot para que el actuador/herramienta llegue a posición y orientación.
Este paradigma se puede resumir de la siguiente manera: “no se requiere control de robot adicional” en el entorno de máquina herramienta cuando se aplica el concepto Control Directo sobre la cinemática del robot desde el CNC.
Conviene distinguirlo de otras aproximaciones "CNClike" en las que el robot sigue usando su propio controlador y el CNC solo envía programas o comandos por red (caso de algunas soluciones de terceros).
Beneficios del control directo del robot por CNC frente al robot estándar
- Productividad y precisión de trayectoria: al aplicar la estrategia de control, modelado y look ahead del CNC sobre la cinemática robótica, las trayectorias complejas ganan continuidad y exactitud; esto habilita mecanizado ligero, trimming, deburring, pulido, corte y aplicaciones de deposición con tolerancias exigentes.
- Una sola interfaz HMI y un único lenguaje (Gcode y ciclos CNC), reduciendo tiempos de preparación y errores humanos.
- Gemelo digital de la máquina: al compartir kernel NC y datos cinemáticos, el Digital Twin permite simular máquina + robot con colisiones, tiempos y accesos, cerrando el bucle CAD/CAM CNC.
- Ciberseguridad: menos controladores y menos pasarelas equivalen a menor superficie de ataque; además, las guías del proveedor recomiendan desplegar un concepto holístico de seguridad mantenido en el tiempo para proteger máquinas y redes OT.
- IA y analítica: al centralizar datos de proceso (posiciones, esfuerzos virtuales, tiempos), es más directo aplicar modelos de detección de anomalías, optimización de parámetros o asistencias de programación dentro del flujo CNC CAM; estos flujos están cada vez más presentes en suites de fabricación digital integradas.
Situación competitiva: un enfoque diferencial
Aunque existen soluciones que “hacen al robot hablar Gcode” o que facilitan su manejo desde la HMI de la máquina, mantienen el controlador de robot como elemento imprescindible. El enfoque de control directo desde el CNC, sin controlador adicional de robot en la celda de máquina herramienta, está ya implementado en Siemens en su concepto “Run MyRobot Direct Control”. A fecha de hoy, esta arquitectura —en el ámbito de la máquina herramienta— es diferencial frente a las alternativas CNC like anteriores.

Talento y formación: la palanca para escalar el concepto
Para consolidar este nuevo paradigma, la formación de talento es decisiva: operarios CNC que ya dominan Gcode y filosofía de canal pueden operar y programar robots con el mismo entorno, acelerando la adopción. El ecosistema del proveedor integra documentación, templates de PLC, librerías de puesta en marcha y colaboraciones con centros de FP y universidades para acelerar el upskilling y el reskilling.
Caso IDEKO
En 2023, IDEKO y Siemens presentaron una celda híbrida con dos robots: uno orientado a mecanizado y otro a fabricación aditiva. La solución permite a operarios formados en el lenguaje CNC realizar tareas robóticas complejas sin ser expertos en robótica, apoyándose en un gemelo digital completo de la celda para eliminar tiempos improductivos, anticipar problemas y reducir material. Se reportan mejoras de hasta el 30 % en tiempos de parada gracias a los grados de libertad adicionales del robot en tareas orientadas al control numérico.
¿Qué aporta la nueva generación: Machine Tool Robot (MTR)
El paso siguiente ha sido llevar la lógica CNC a robots diseñados para comportarse, en precisión y rigidez dinámica, como una máquina herramienta. La solución Machine Tool Robot (MTR) amplía el ecosistema de control directo con nuevas cinemáticas y funciones y declara incrementos de 200–300 % en precisión de trayectoria y 20–40 % de productividad en aplicaciones de corte sin fuerzas de proceso (láser, waterjet), abriendo la puerta a mecanizado de alta precisión y post process de piezas metálicas impresas en 3D. DANOBAT y autonox figura entre los primeros partners que integran MTR en soluciones de alta precisión.
Conclusión: Cómo industrializarlo — SINUMERIK Machine Tool Robot (MTR) con partners de robótica como DANOBAT
La convergencia CNC robot ya no es una promesa: es un modelo operativo que simplifica la ingeniería, democratiza la robótica en el taller y eleva precisión y productividad. Esta evolución tecnológica puede desplegarse hoy con SINUMERIK Machine Tool Robot (MTR), junto con partners de robótica —como el caso de DANOBAT— que aportan mecánicas y celdas adaptadas a requisitos de alta precisión y disponibilidad.
----
Este artículo aparece publicado en el nº 567 de Automática e Instrumentación págs 51 a 53.
")









Empresas destacadas

Comentarios