
El sistema de transporte lineal elimina el lento proceso de pick and place
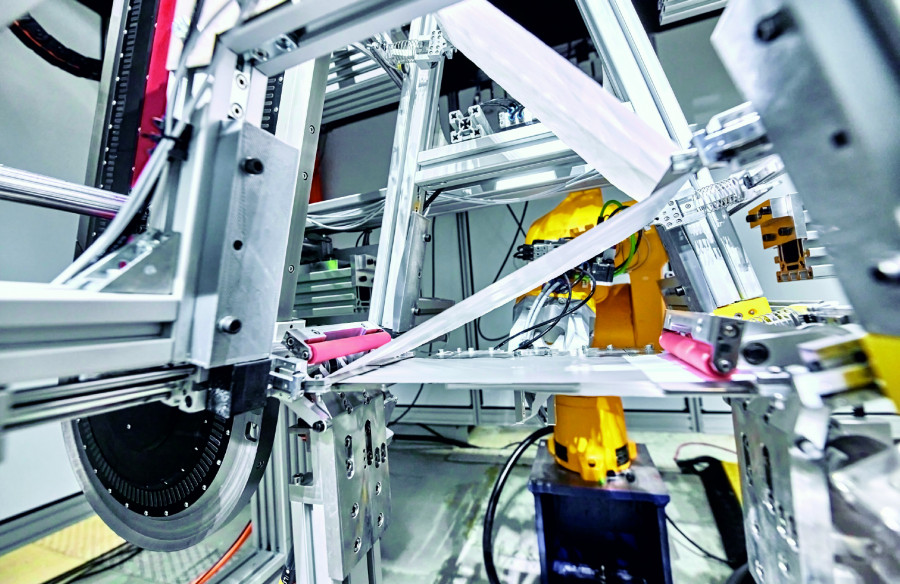
Las baterías de iones de litio (LIB) de bajo coste son la clave de la electromovilidad masiva, aunque el proceso de fabricación siempre ha sido un factor de coste... hasta ahora. Investigadores de la Universidad Técnica de Berlín están utilizando el plegado continuo en Z para sustituir los movimientos tradicionales de pick and place empleados hasta ahora, acelerando así la producción de baterías. Y ahí, el sistema de transporte lineal XTS de Beckhoff desempeña un papel crucial.
El mayor reto en la producción de baterías de litio (LIB) es la lentitud del ensamblaje del compuesto electrodo-separador, que consta de muchas capas. Para las estructuras plegadas en Z destinadas a vehículos eléctricos son necesarias muchas operaciones de pick and place realizadas por robots o cadenas cinemáticas especiales. El proceso requiere mucho tiempo, ya que cada electrodo exige una operación de pick and place, y una sola batería de iones de litio de 50 Ah contiene hasta 53 electrodos individuales en formato de 300 × 125 mm.
“La causa del cuello de botella de productividad son estos numerosos movimientos de pick and place”, explica el profesor Arne Glodde, investigador principal del Instituto de Máquinas-Herramienta y Gestión de Fábricas (IWF) del Departamento de Tecnología de Manipulación y Montaje de la Universidad Técnica de Berlín. Según él, para acortar los tiempos de manipulación y ensamblaje no basta con reducir los tiempos de frenado y aceleración de los robots industriales. “Eso mermaría la precisión de posicionamiento al colocar los electrodos”, afirma Arne Glodde. El resultado sería un menor grado de cobertura en la matriz de celdas, lo que reduciría la capacidad y la vida útil de las celdas e incluso provocaría cortocircuitos. “El flujo de proceso anterior ha alcanzado su límite de productividad en términos prácticos”, señala el profesor Glodde, aludiendo al motivo inicial que lo impulsó a desarrollar el nuevo proceso de producción de baterías de iones de litio.
El apilamiento de baterías se acelera un 150%
Los investigadores de la Universidad Técnica de Berlín han sustituido el proceso de pick and place por el transporte continuo de material de los electrodos y el separador. “Esto nos ha permitido aumentar la producción en más de un 150% en comparación con el proceso actual más avanzado”, afirma Arne Glodde, destacando la mejora más significativa. Este aumento del rendimiento significa que, en el futuro, se podrán producir 250 celdas en el tiempo que se necesita actualmente para producir 100. La innovación clave en este proceso es la técnica patentada de plegado en Z basada en el sistema de transporte lineal XTS y sus pinzas giratorias. Dos de estos sistemas, con un total de diez movers, ejecutan un plegado continuo con un posicionamiento preciso de los electrodos en la pila. Los electrodos se presentan en forma de pilas de láminas individuales, y el separador, en forma de material de cinta. Mediante un proceso basado en aspiración, un rodillo recoge individualmente los electrodos flexibles y los acelera hasta la velocidad de la cinta de separadores. Durante el transporte, se detectan las posiciones, y las láminas de electrodos se alinean de manera precisa con el separador. A continuación se fijan los electrodos de manera alternada en el material separador mientras este va circulando de forma continua.
Tras ello se realiza el plegado en Z, en el que la cinta de separadores, con los electrodos fijados a ella, se introduce en el proceso de plegado desde arriba a través de dos rodillos guía. Con este fin, dos rodillos de transporte desvían el material de la cinta, lo que facilita el agarre alternado desde la parte trasera mediante pinzas especiales. Las pinzas, instaladas en los movers de los dos sistemas XTS entrelazados, guían los pliegues hasta que el material de la cinta se deposita en la mesa de plegado, donde un sistema de sujeción fija los pliegues. Los sistemas XTS están montados en una estructura a prueba de vibraciones que puede integrarse en la secuencia individual de cualquier sistema de producción de baterías.
El XTS abre la puerta a la innovación
“Sin el sistema de transporte lineal de Beckhoff, no habríamos podido implementar correctamente el plegado en Z continuo con este sistema de control de proceso y lograr estos tiempos de procesamiento tan cortos”, afirma Arne Glodde. El tiempo de procesamiento para compuestos electrodo-separador plegados en z de gran formato se ha reducido de más de un segundo por pliegue a 0,7 s, y el proceso aún está lejos de alcanzar los límites de su potencial. En el futuro podrán alcanzarse tiempos cercanos a 0,35 s por pliegue. Para crear un pliegue en 0,7 s, los movers se desplazan a una velocidad de unos 600 mm/s. Para alcanzar el objetivo de 0,35 s por pliegue, esta velocidad tendría que ser de unos 1000 mm/s. “Nuestro XTS está diseñado de modo estándar para una velocidad de hasta 4 m/s, así que tiene capacidad de sobra para acelerar aún más el proceso”, afirma Guido Sieder, ingeniero de ventas de la delegación de Beckhoff en Berlín. “A largo plazo, los únicos límites seguramente serán las propiedades mecánicas del material del separador y los momentos de inercia”, confirma Arne Glodde. El actual salto de rendimiento se ha logrado gracias a las características especiales del XTS y la tecnología de control basada en PC. El profesor Glodde comenta: “XTS hace posible nuestra exigente secuencia de movimiento gracias a sus movers controlables a voluntad”. Las pinzas tienen que moverse de manera recíproca para plegar el material con la tensión adecuada de cinta y, al mismo tiempo, soportar los esfuerzos. Aunque pueda parecer sencillo, esto requiere una tecnología de automatización flexible y de alto rendimiento:
– TwinCAT tiene que calcular la posición de un mover en relación con la posición de los demás movers de manera precisa y en tiempo real.
– La sincronización precisa de los rodillos en distancias muy cortas requiere un alto nivel de dinámica.
– Durante el proceso, se debe poder ajustar de manera dinámica el número de movers que intervienen activamente.
– Para lograr la aproximación a las posiciones de la cinta separadora en el momento exacto, se necesita un alto grado de repetibilidad.
– Las fluctuaciones de carga requieren un sistema de control de alta calidad.
“Para calcular y controlar toda la cinemática en tiempo real, tuvimos que asegurarnos de que los servoejes XTS pudieran pasar sin problemas del modo NC (punto a punto) a la interpolación”, explica Mathias Arndt, ingeniero de aplicaciones de la delegación de Beckhoff en Berlín. Arne Glodde, responsable del proyecto, afirma que la programación específica por módulos y la sincronización de los sistemas de control, gracias a las capacidades multitarea de TwinCAT, también fueron muy útiles durante la implementación. La planificación de la trayectoria para todos los ejes se realiza directamente en el sistema de control a partir del cálculo cinemático efectuado. Las secuencias de los demás módulos se acoplan mediante ejes virtuales y se corrigen mediante movimientos de superposición en relación con el resto de los elementos del proceso. Otra ventaja que destaca el profesor Glodde es la sencilla integración y sincronización de la cinemática del robot de seis ejes que expulsa los paquetes de electrodos plegados. Para lograr un alto nivel de precisión y repetibilidad, es imprescindible detectar la posición de los objetos de la manera más rápida y exacta posible. Para ello, los investigadores berlineses recurrieron a la tecnología XFC. “Para calcular las posiciones utilizamos la función de marca de tiempo de la tecnología eXtreme Fast Control”, especifica el profesor Glodde, “y así conseguimos captar las señales de manera independiente respecto al ciclo del PLC”. La ventaja es que, de este modo, a la hora de detectar la posición ya no estamos limitados por el sistema de control utilizado, sino solo por la actual tecnología de sensores, con tasas de muestreo de 62,5 kHz.
Mayor aceleración gracias al control activo de las pinzas
Por supuesto, el profesor Glodde y su equipo están trabajando para ampliar aún más las posibilidades del plegado en Z. “Hemos observado que, a medida que aumenta la velocidad, disminuye la precisión, debido a las vibraciones y a las fuerzas de inercia. Esto se podría resolver utilizando raíles guía aún más rígidos o pinzas activas”. Sea cual sea la opción, Beckhoff tiene soluciones: el sistema de transporte lineal XTS, con su sistema de guías en forma de V y la No Cable Technology (NCT) para la transmisión inalámbrica de comunicación y energía a los movers, amplía las posibilidades de optimización y permite unos procesos de plegado más rápidos y flexibles. “En concreto, estamos trabajando en el perfeccionamiento de nuestras pinzas y queremos utilizar NCT para sustituir el guiado positivo mecánico por un control activo de las pinzas”, afirma Arne Glodde. Esto aumenta la flexibilidad del sistema en cuanto a los formatos de los electrodos y permite compensar dinámicamente los errores en la alimentación. “También queremos integrar un sistema de visión en el sistema para asegurar la calidad”, afirma el profesor Glodde, esbozando los próximos planes de expansión.
----
Este artículo aparece publicado en el nº 552/53 de Automática e Instrumentación págs. 58 a 60.

EXPOQUIMIA 2026: KERN & SOHN presenta los equipos de laboratorio conectados en red en el Pabellón P2
Presentará en primicia el medidor de humedad KERN DIS, que proporciona resultados precisos incluso con una cantidad de humedad escasa


“En el ámbito industrial, DES juega un papel clave como punto de encuentro exclusivo entre empresas, proveedores tecnológicos, directivos y expertos”



La fabricación industrial y el almacenamiento lideran las implementaciones a corto plazo


")
Empresas destacadas

Comentarios